蛇行现象是印刷窄幅材料时常见的一种现象,不干胶材料作为一种常见的窄幅印刷材料,在印刷时,也经常发生蛇行现象。即在印刷过程中,不干胶材料在沿输纸方向运行的同时有规律或无规律地左右摆动或向一侧缓慢移动。最终造成印刷套印不准、模切不准等问题,产生大量废品。
不干胶材料印刷蛇行现象出现的周期有长有短,摆动的幅度有大有小。有时在一卷不干胶材料中,并不是从始至终都出现蛇行现象,只是在某段不干胶材料上出现蛇行现象,有时出现在不干胶材料外端,有时出现在不干胶材料的卷中或卷芯部位。总之,不干胶材料印刷蛇行现象是一种复杂的随机现象,很难掌握规律。
不干胶材料印刷蛇行现象的原因很多,就材料本身而言,包括:不干胶原材料(底纸、面材)本身的质量情况,如两端张力不一致、厚薄不均匀;复合涂布过程中的质量控制不佳,如收卷精度、大卷两端平整度不好,两端张力不一致;分切精度是最重要的原因,如分切刀具的精度、收卷轴的精度和刚度,以及分切速度和小卷不干胶材料的分切直径有问题等。本文将分析不干胶材料印刷蛇行现象及其对印刷、模切质量造成的影响和解决方法,供业内参考!
不干胶材料印刷蛇行现象分析
1.不干胶材料跑偏
印刷时,卷筒不干胶材料部分或全部沿输纸辊轴向缓慢移动,到极限位置后迅速退回(此时出现褶皱),这种现象反复出现,印版滚筒无法正常套准印刷,印刷图文严重偏离,造成印刷和模切废品(见图1)。造成这种现象的原因就是卷筒不干胶材料两端松紧不一致(张力不一致),紧的一侧输纸时对输纸辊的正压力大,这种正压力的轴向分力克服摩擦力,导致不干胶材料沿轴向向紧的一端移动(见图2)。图2中用力学的方法分析摩擦力的加减、合成及分解,最后导出造成卷筒不干胶材料轴向移动的分力,在理论上说明了不干胶材料跑偏的原因。速度越快、张力越大,不干胶材料的轴向位移越严重,所以不干胶材料两侧张力不一致是印刷跑偏、套印不准的根本原因。
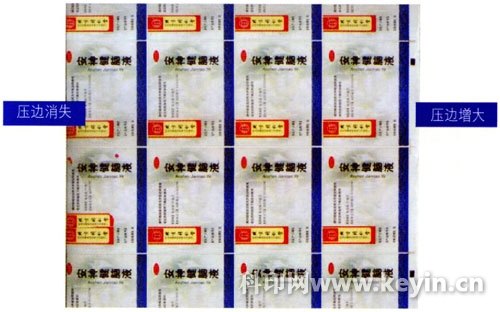
图1 卷筒纸输纸时跑偏
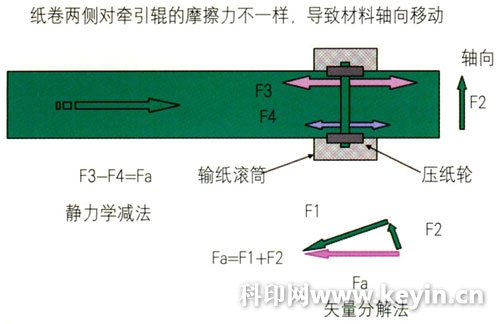
图2 卷筒材料跑偏理论分析
2.不干胶材料假蛇行
不干胶材料是否蛇行的标准就是观察印品图文套印是否准确、模切是否准确,二者缺一不可。不干胶材料印刷中有时会出现假蛇行现象,就是不干胶材料在输纸过程中一侧或两侧边缘(有时两侧程度不一样)轻微摆动,但并不影响印刷套准和模切套准。
理想的印刷不干胶材料的过程是在印刷过程中其输纸中心线(理论上的中心线,看不见的)始终垂直于印版滚筒,且相对位置保持不变(如图3)。如果位置变了就会出现套印不准现象。所谓假蛇行是指印刷时卷筒不干胶材料的输纸中心线不变,而不干胶材料边缘(一侧或两侧)出现左右摆动。造成这种现象的原因与大卷不干胶材料分切成小卷的过程中,分切刀的轴向、径向跳动等有关。

图3 卷筒材料假蛇行现象
假蛇行现象仅影响卷筒不干胶材料印品的外形,但不影响印刷和模切质量。
3.不干胶材料蛇行
不干胶材料蛇行与假蛇行不同,印刷时不干胶材料的中心线和边缘同时左右摆动,从而造成套印和模切不准。这种套印不准的变化是渐进的、周而复始的,变化周期有长有短,套印偏差幅度有大有小,而且这种蛇行现象在一卷印刷材料中有时是阶段性的,没有明显规律。造成蛇行现象的基本原因就是印刷材料两侧的张力周期性变化,即两侧的张力交替变化:一会儿左边紧,一会儿右边紧,而且这种变化随着材料直径的变化而变化,很复杂,如图4,在A状态时,不干胶材料向左移动,而B状态时材料向右方移动。移动方向和周期同材料两端的张力变化有关。
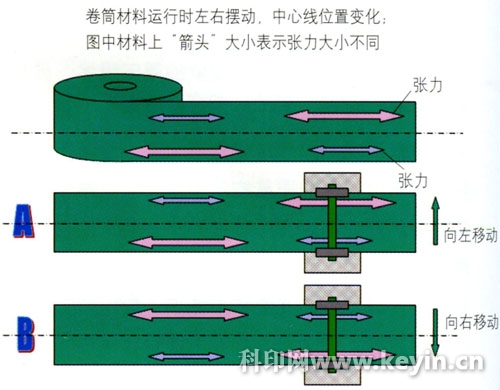
图4 卷筒材料蛇行现象
由于印刷图文周期性变化(材料中心线变化),所以印刷、模切套准无法调整,无法解决印刷和模切套准问题。
两种类型标签印刷机的蛇行现象
不干胶材料印刷蛇行现象可能发生在任何类型的标签印刷设备上。但是由于平压平和圆压平标签印刷机的输纸路线短、印刷图文相对简单,蛇行现象对标签质量的影响比较小,在此我们不予讨论。以下重点讨论机组式标签印刷机和卫星式轮转标签印刷机印刷不干胶材料时蛇行现象的原因、特点以及与模切工序的关系。
1.机组式标签印刷机
机组式柔性版印刷机和机组式往复式输纸的标签印刷机都属于机组式设备,二者之间的不同之处在于:前者是连续输纸的,且属于全轮转式的,后者是往复式输纸的,且为半轮转式。
尽管两种机组式标签印刷机在输纸方式上不同,但在印刷过程中,不干胶材料蛇行现象的原因和表象上是一致的。
理想情况下,不干胶材料在正常输纸印刷时,材料的理论中心线同印版滚筒垂直,且位置始终不变,这样就能保证每一个印刷色组都能套准。但用有蛇行问题的不干胶材料印刷时,由于材料的理论中心线始终是周期性变化的,即在印版滚筒的轴向周期性左右移动,造成每一个印刷色组同前一个或后一个印刷色组都套印不上,也就是印刷“十”字线周期性变化,套印不准(如图5)。
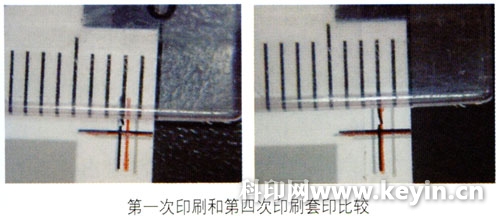
图5 材料摆动,印刷十字线套印不准
机组式标签印刷机出现这种材料蛇行问题时,操作者无法调整。对套印要求不严格的标签(有出血模切版式)经模切后,最终客户可以使用;但对套印要求严格的标签(套印误差小于0.2mm)只能报废。所以,我们提议:材料有蛇行现象时,一旦出现印刷图文周期性严重套印不准时(最大误差超过0.8mm),应立即停机更换材料,避免给印刷厂和材料供应商带来损失。
2.卫星式轮转标签印刷机
卫星式轮转标签印刷机同机组式标签印刷机印刷时有本质的区别,机组式标签印刷机印刷时,材料(蛇行时)同印版滚筒之间轴向有相对轻微移动,造成套印不准,而卫星式轮转印刷机,材料一旦进入印刷工位,就同压印滚筒(大直径的包衬滚筒)表面成为一体,如果材料正常,材料的中心线为一直线,印刷质量也会正常。但如果材料为蛇行材料,材料的中心线为曲线,也就是说曲线的每一点同压印滚筒边缘的距离都不一样。这种情况下印刷时,每一个标签的套印也都是准确的,但是每个标签“十”字线同纸张边缘的距离是呈周期性蛇行变化的,即每个标签与纸边的距离是不一样的(如图6),因为材料同印版滚筒之间没有相对移动,是静止在压印滚筒表面印刷的。

图6 每个标签与纸边的距离比较
这种情况的材料,无论是在连线模切中还是在离线模切中都会出现模切套印不准问题,因为材料在模切过程中左右摆动,无法调整。材料的左右摆动导致各个标签模切后的外形有误差,如果标签为出血模切版式,尚可使用,但如果标签外形同图文有严格的套印关系,标签就成为废品(见图7)。
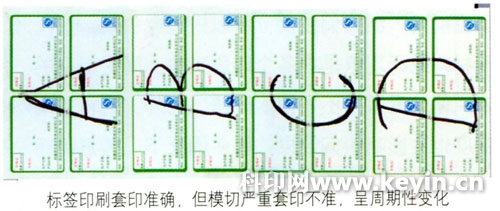
图7 模切套印比较
总之,卫星式轮转标签印刷机能解决蛇行材料的印刷套准问题,但无法解决模切套准问题,而机组式标签印刷机无法解决蛇行材料造成的印刷和模切套准。这是两类标签印刷设备在蛇行材料印刷适性上的本质区别。
蛇行现象解决方案
卷简材料印刷机上的纠偏装置(Web Guider)或模切机上的自动纠偏装置可以部分地解决材料的蛇行问题,但是效果不明显。因为纠偏装置一般只能解决一个部位、一个机组的跑偏问题,而解决不了整台机器(整条生产线)上每个工位出现的问题。
目前的卷筒材料印刷机一般在进纸工位或印刷工位前有一组纠偏装置,所以只能解决局部的问题,而材料蛇行现象是在各个印刷工位上同时出现的,所以纠偏装置解决不了根本问题。另外,蛇行的周期和幅度也会影响纠偏效果,很多情况下,传感器还没有反应过来,蛇行的部位就已经过去了。所以说纠偏装置对材料蛇行现象的改善效果不理想。以下是一些印刷厂对材料蛇行现象的改善方法,供参考。
1.材料跑偏
对于连续式输纸的标签印刷机,无论是机组式还是卫星式,尽可能在设备上安装多组纠偏装置。如老式的雅佳发柔性版印刷机就有两组纠偏装置,分别安装在印刷工位前和模切工位前,而太阳机械的组合印刷机在印刷前、冷烫印前和进入模切前的工位上都安装了纠偏装置,这样可以大大改善材料跑偏造成的印刷问题。
对于间歇式输纸的标签印刷机,有些制造商已经安装纠偏装置,但目前大多数设备都没有安装纠偏装置。这类设备改善材料蛇行现象采用的是机械式方法,材料向哪个方向跑偏,压纸轮就向哪个方向偏移(见图8),通过加大局部摩擦力的方法使材料停止位移、正常印刷。但有时跑偏位置也变化,操作者要仔细观察,及时调整。
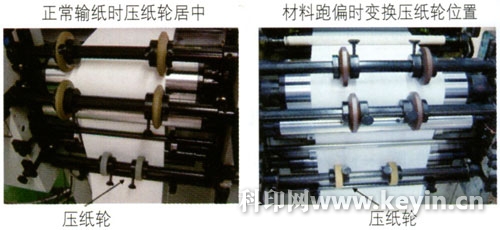
图8 卷筒材料跑偏时调整
2.材料假蛇行
材料的假蛇行与小卷分切精度有关,分切精度又直接影响卷筒材料的端面外观,材料外端的平整度是造成材料假蛇行的基本原因。分切机上分切刀的精度、分切刀的轴向和径向跳动、刀刃的锋利程度直接影响卷筒材料端面平整度,所以控制好分切质量,就可以控制材料的假蛇行。
3.材料蛇行
改善方法有以下几种:
(1)对于套印精度要求一般的产品,可以通过在制版时增大套印涨色的方法,也就是增大印版间的叠印来弥补蛇行造成的套印不准。
(2)对于套印精度要求高、模切精度要求一般的标签,应避免在机组式标签印刷机上印刷,可以选择在卫星式标签印刷机上印刷,机下离线模切。
(3)对于蛇行现象严重、印刷厂来不及重新订货的材料,印刷厂可采用“材料去边”的方法临时解决问题(见图9)。具体做法是在印刷厂内重新分切蛇行材料,缩小尺寸,同时印版的尺寸也相应缩小。这样可消除材料蛇行,印刷出合格的产品。
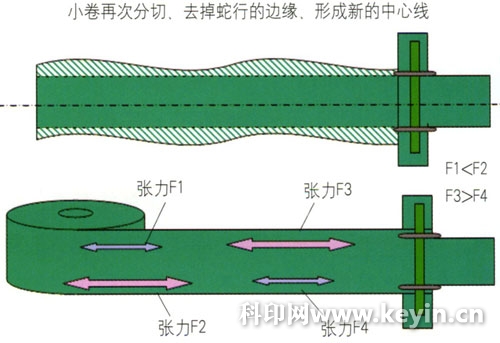
图9 小卷再次分切使之成为合格产品
(4)由供应商更换合格的材料。