纸箱钉箱机钉脚歪斜或长短误差,怎么解决这些呢?
当扁丝质量不好、送线阻力大、送线轮弹簧太松或太紧、送线轮固定螺丝松开、导轨出现偏移、齿轮咬合歪斜、订头底模与冲头位置不正以及底模有明显的磨损等情况存在时,都容易出现上述现象。生产时应采用钢性好、表面镀层光滑的优质扁丝;经常检查调整送线各个部位,避免因调整不良而引起卡阻;对于磨损严重的底模应及时修复或更换。
钉箱机订头部位故障,当订头内有卡钉时,就容易影响离合器正常的动作,使其不能打钉,可拆开订头侧盖取出冲头进行清理和清洁,加入润滑油后重新装入即可解决。若订头定位不准确,可检查F3保险丝34-35(AC)、F9保险丝50-51(DC)和刹车器线圈电阻线(15Ω)等是否正常。
若上订头挡板光电感应开关没有动作,感应不到下导轨轴心,就会造成纸板还未送入就已打钉的故障,若挡板光电感应不正常也容易出现纸板送入后挡板不打开的故障,可调整光电感应装置,使其感应的距离保持适度;若钉头出现连续打钉动作,就要检查固态继电器是否损坏。当右挡板计数光电感应强度过强时,容易使左右挡纸板送纸皮带在打钉后连续运转,对此,可调整电眼侧面的一字型旋钮,顺时针调可增加感应强度,逆时针调则可减弱感应强度,调整至能正常感应为适,使打钉后不出现异常情况。

- 工信部正式发布行业标准《多层瓦楞纸板生产线》
1322026-01-04
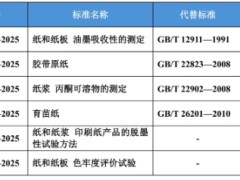
- 《纸和纸板 油墨吸收性的测定》等6项国家标准获批发布
1372025-09-11

- 白卡纸、白板纸、白牛皮纸,三者有什么区别?
36922024-11-14

- 纸箱怎么定做?定做纸箱注意哪些问题
13462023-12-13
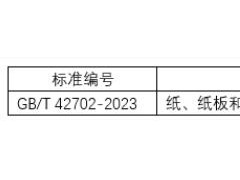
- 《纸、纸板和纸制品 抗菌性能的测定》国家标准获批发布
4332023-06-07

- 纸箱厂生产需知道的22件安全注意事项
9612023-03-31

- 白板纸和白卡纸的区别
10312023-03-21

- 纸箱抗压试验机的工作流程
4322023-03-04