1、一边倒:“上瓦楞辊”是由“下瓦楞辊”之楞齿带动的,因此楞齿的圆周力始终作用于一个方向,楞齿受力一面的磨损快于不受力一面,使楞齿出现一边倒的磨损变形,所生产出瓦楞纸板的瓦楞形状也一边倒,影响强度和外观。
2、磨坑:瓦楞纸在瓦楞辊楞齿的成型过程中,纸与楞齿有相对滑动,由于瓦楞纸中总会含有一定的砂粒或其它硬性杂质,这种滑动就使瓦楞纸好似砂带沿圆周方向磨擦楞齿,久而久之,使瓦楞辊楞齿表面产生点状磨蚀,俗称磨坑。楞齿表面之粗糙度严重。瓦楞纸的品质越低、出现磨坑的机会越大。
3、楞齿高度被磨低:由于“上瓦楞辊”的“压力辊”均对下瓦楞辊施加压力(一般线压力为5-10公斤/厘米),压力长期作用于UV形瓦楞的楞顶,瓦楞原纸在瓦楞成型过程中又不断与楞顶产生摩擦,使瓦楞齿的楞顶快速磨损。若楞齿高因磨损而低于标准楞高之下限,轧出的瓦楞就不符合标准。
4、楞齿倾斜或扭曲:若上、下两瓦楞辊的平行调整不当,瓦楞辊一端受力较大,长期运转使楞齿产生倾斜或扭曲。此外还可造成瓦楞辊椭圆度,园跳动等出现超差。
5、中高磨损:由于生产线上经常不使用满幅纸(即纸宽小于瓦楞辊宽),使瓦楞辊中间一段的磨损快于两端,而造成所谓中高磨损,发生中高磨损的瓦楞辊,在压制瓦楞纸瓦楞时由于两端受力大于中间受力,会使瓦楞芯纸在瓦楞成形后两端出现破裂。
6、平头:由于在加压状态下三辊对挤,特别是“压力辊”挤压“下瓦楞辊”,致使楞顶由尖顶变为平顶,造成涂胶量增加,“糊化”时间加长,只能降低车速以保证充分“糊化”。
上述六种磨损达到一定程度,须对瓦楞辊进行修复,这种修复一般只能进行二次。因为第一次修磨辊筒,其直径就要缩小一毫米左右,第二次修复其周长就要缩小6毫米以上,至使楞齿节距,楔角均产生变化,由于传动比不变,“下瓦楞辊”与压力辊产生不同步,使纸板起皱。因此在修复瓦楞辊的同时也应修复压力辊。

- 工信部正式发布行业标准《多层瓦楞纸板生产线》
1202026-01-04
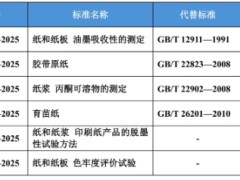
- 《纸和纸板 油墨吸收性的测定》等6项国家标准获批发布
1312025-09-11

- 白卡纸、白板纸、白牛皮纸,三者有什么区别?
36042024-11-14

- 纸箱怎么定做?定做纸箱注意哪些问题
13302023-12-13
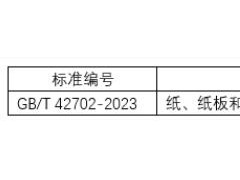
- 《纸、纸板和纸制品 抗菌性能的测定》国家标准获批发布
4292023-06-07

- 纸箱厂生产需知道的22件安全注意事项
9472023-03-31

- 白板纸和白卡纸的区别
10072023-03-21

- 纸箱抗压试验机的工作流程
4312023-03-04