那么,纸板爆线就一定是纸板水分问题吗?玖龙纸业根据纸板、纸箱行业多年来的生产经验并结合原纸纸质在此环境下的特点,为各大纸板厂、彩盒厂给出了一则防爆指南,各位老板请收好!
一、良心干货!玖龙纸业传授纸板"防爆线"6大绝招
玖龙纸业传授“防爆技巧”
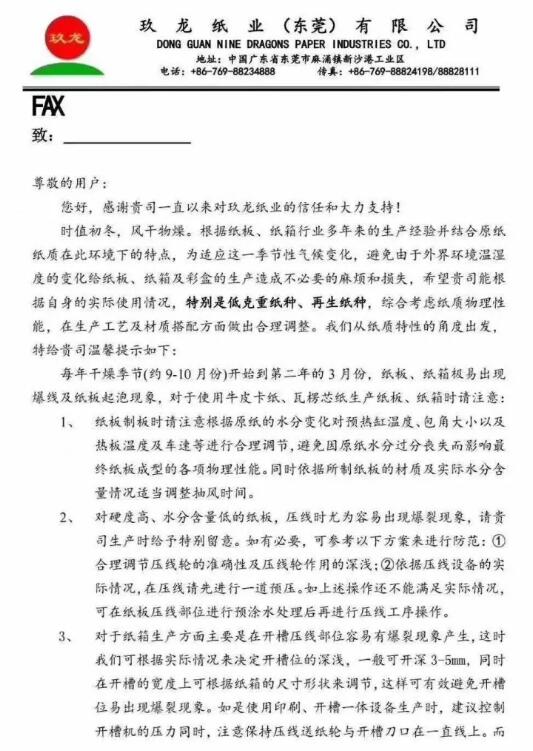
尊敬的用户:
您好,感谢贵司一直以来对玖龙纸业的信任和大力支持!
时值初冬,风干物燥。根据纸板、纸箱行业多年来的生产经验并结合原纸纸质在此环境下的特点,为适应这一季节性气候变化,避免由于外界环境温湿度的变化给纸板、纸箱及彩盒的生产造成不必要的麻烦和损失,希望贵司能根据自身的实际使用情况,特别是低克重纸种、再生纸种,综合考虑纸质物理性能,在生产工艺及材质搭配方面做出合理调整。我们从纸质特性的角度出发,特给贵司温馨提示如下:
每年干燥季节(约9-10月份)开始到第二年的3月份,纸板、纸箱极易出现爆线及纸板起泡现象,对于使用牛皮卡纸、瓦楞芯纸生产纸板、纸箱时请注意:
1、纸板制板时请注意根据原纸的水分变化对预热缸温度、包角大小以及热板温度及车速等进行合理调节,避免因原纸水分过分丧失而影响最终纸板成型的各项物理性能。同时依据所制纸板的材质及实际水分含量情况适当调整抽风时间。
2、对硬度高、水分含量低的纸板,压线时尤为容易出现爆裂现象,请贵司生产时给予特别留意。如有必要,可参考以下方案来进行防范:
①合理调节压线轮的准确性及压线轮作用的深浅;
②依据压线设备的实际情况,在压线请先进行一道预压。
如上述操作还不能满足实际情况,可在纸板压线部位进行预涂水处理后再进行压线工序操作。
3、对于纸箱生产方面主要是在开槽压线部位容易有爆裂现象产生,这时我们可根据实际情况来决定开槽位的深浅,一般可开深3-5mm,同时在开槽的宽度上可根据纸箱的尺寸形状来调节,这样可有效避免开槽位易出现爆裂现象。如是使用印刷、开槽一体设备生产时,建议控制开槽机的压力同时,注意保持压线送纸轮与开槽刀口在一直线上。而对于使用了模切设备进行模切开槽时,在控制好模切压力同时可考虑在模切刀边增加胶垫,以延长缓冲的时间及模切刀口直接接触纸板的时间,同时最好能使用宽刀口的模切压线刀。
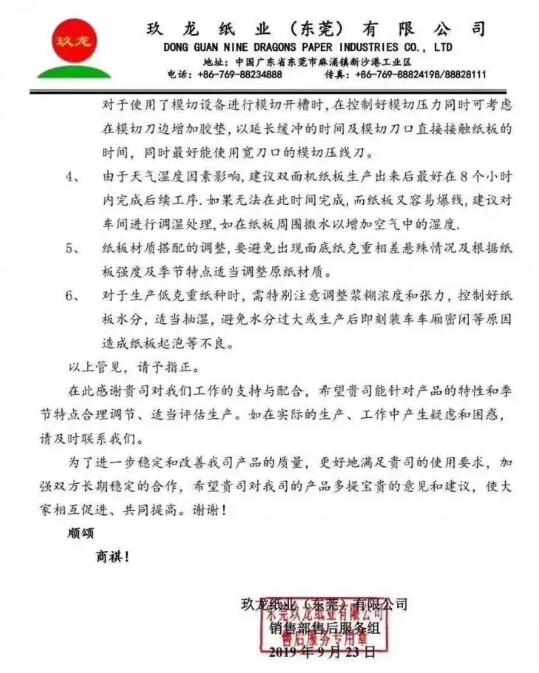
4、由于天气湿度因素影响,建议双面机纸板生产出来后最好在8个小时内完成后续工序。如果无法在此时间完成,而纸板又容易爆线,建议对车间进行调湿处理,如在纸板周围撒水以增加空气中的湿度。
5、纸板材质搭配的调整,要避免出现面底纸克重相差悬殊情况及根据纸板强度及季节特点适当调整原纸材质。
6、对于生产低克重纸种时, 需特别注意调整浆糊浓度和张力,控制好纸板水分,适当抽湿,避免水分过大或生产后即刻装车车厢密闭等原因造成纸板起泡等不良。
以上管见,请予指正。
在此感谢贵司对我们工作的支持与配合,希望贵司能针对产品的特性和季节特点合理调节、适当评估生产。如在实际的生产、工作中产生疑虑和困惑,请及时联系我们。
为了进一步稳定和改善我司产品的质量,更好地满足贵司的使用要求,加强双方长期稳定的合作,希望贵司对我司的产品多提宝贵的意见和建议,使大家相互促进、共同提高。谢谢!
二、入秋纸板爆线高发期!"防爆"实用技巧,各位老板请收下!
此外,小编还为大家整理了技术专家团队此前分享的一些“防爆”实用技巧,希望对大家有所帮助。
1、印刷机压线爆线
一般情况下,低克重、低等级材质的纸板,在冬季爆线的几率是非常大的。但是,现在很多纸箱厂使用的都是高等级的纸板,如果还出现爆线,那我们就要考虑一下纸箱压线的问题了。
印刷的压线分为预压和正式压线,预压轮主要起到粉碎瓦楞的作用,把瓦楞压溃后,使之更有利于纸箱压线成型。压线轮的正确调整及设备改进可以减少爆线的发生。
压线的不同种类:

1、压线轮设计不合理
一般工厂应配置两套压线轮,其中一套专门冬天使用的压线与预压轮。
2、预压轮与压线轮的间隙值调整不当
压线轮调整时,一定要检测预压轮的间隙是否合理,很多操作人员在调整这两个压力轮的时候间隙值调整不当。如某纸板厚度是6毫米,预压轮间隙调整5毫米,然后压线轮间隙调整2毫米,那么这样进行压线爆线几率是非常高的,或者将预压轮间隙调整到2毫米,压线也是2毫米,那么这样纸箱成型就成圆角,非常难看。
3、忽略了设备的实际数值
操作人员都会以数据显示器或指数数据进行调整,而忽略了设备的实际数值。设备在长期使用过程中间隙数据值会存在一些差异,同时设备的平行度也会造成印刷机调整的数据不准确,所以保持印刷机的压线和预压数据平行度非常关键。
4、预压轮改造
1)有的三级厂链条机没有预压轮,这时可以考虑把带纸轮改为预压轮进行预压。有预压轮的,同样可以改一组带纸轮为预压轮,那么纸板经过两次预压压线爆裂的几率就会大幅降低。
2)预压轮改进,常规的印刷机预印轮,上下都是铁的,而且弧度也不一样。预印轮弧度大了,纸箱成型容易形成圆角,起不到真正的预印效果,从而易导致纸板压线产生爆线。
改善方法:预印轮的上轮采用牛筋或优力胶等有弹性的材料制作,优力胶平面要有一定弧度的凹槽,起到缓冲作用,这样纸板不易爆裂;下轮采用压线轮,进行预印。这样在预印时可以实现提前对压线点进行控制,更有效的实现纸箱成型效果。
5、压线轮的改造
首先对压线轮的宽度和深度进行合理的计算,其次把压线轮做大,这样压线轮的跳动性就会减小,有助于纸箱压线。
6、人员操作改善压线
1)如果选择两次预压,要逐步降低预压间隙,从大到小排序,并要检测预压位置是否正确。
2)压线轮的间隙要逐步加重,一般以不爆裂为基准。
3)制作时要定期检查压线深度,并对压线轮的圆度和平衡点进行校对。
4)如果在订单较急的情况下,无法有充分的时间让纸板水分平衡,给纸板表面温水是最直接也是最有效的办法。湿水时最好避免波及印刷部位,否则会对印刷造成不良影响。如果条件许可,可利用废旧实地版制作一块湿水版,先用一座印刷站对压线部位湿水,然后再进行印刷。这样即可以对压线位进行快速湿水,又不影响印刷质量。
5)在一些客户对边压强度和抗压强度要求不高的情况下,可以采用在印刷机印刷时加大送纸部的压力或印刷压力,把纸板的瓦楞适当压扁,缓冲瓦楞的反弹力,将干硬的纸板适当压软,但这会大大降低纸箱的抗压强度(一般情况下不建议此方案)。
2、开槽压线爆线
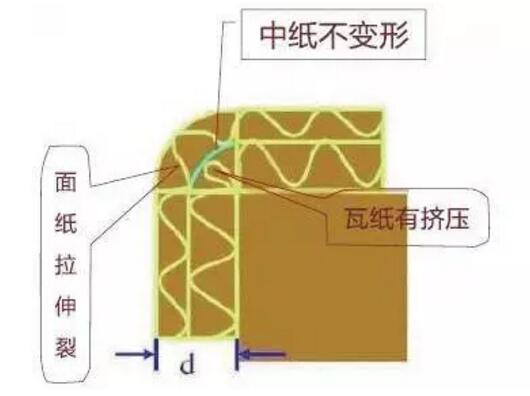
瓦楞纸箱的开槽、压线是否精良对纸箱的物理性能和纸箱成形影响很大,当纸箱压线出现倾斜时,纸箱成形就会不方正,如开槽口过深或把面纸拉破,纸箱的空箱抗压就会很差。而压线或开槽不良更会影响到后段的生产,纸箱压线应直并且深,开槽刀刀口要光洁,无毛刺。
常见压线问题产生原因和解决方法如下:
1、压痕不明晰,造成成箱压线移位变形,增加尺寸误差
造成原因:开槽压痕轮压力不足。
解决办法:可适当增加压力,减小间距,检查上下压痕轮间隙和相对位置,检查压痕轮凹槽中是否有异物,排除异物保持清洁;
2、进纸辊空隙不恰当,瓦楞纸板表面出现被压扁的条纹
造成原因:进纸辊压力过大,压力辊磨损或牵引辊压力过大,牵引辊磨损导致。
解决方法:调低进纸辊或牵引辊压力,必要时更换已磨损的辊轮。
3、开槽分纸边出现鱼鳞状、毛边或刀口不光洁
造成原因:开槽刀轴配合松动,修边刀磨损或钝,修边刀辊不平行,开槽刀磨损或间隙过大。
解决办法:紧固开槽刀轴,更换修边刀、开槽刀。
4、压线修边与瓦楞不成直角
造成原因:挡板没有准确固定,进纸部纸板堆放没有靠紧侧挡板。
解决方法:调整规板,使之与压线轴成直角,纸板行进须靠紧规板。
5、压痕与印刷图画未套准
造成原因:模切压痕刀本身制造工艺有误差,机器精度差,开槽位置或模切压痕与印版位置未对正,传动辊跳动过大。
解决方法:仔细检查印刷图稿和压痕线位置,确定差异的位置,调整印刷版,或模切板,或开槽压线位置。
6、压线纸板产生裂缝
造成原因:原纸拉伸强度不够,上下压线轮未对准,上下压线轮空隙过小,纸板水分偏低,压线过深。
解决方法:调整原纸配料使用耐破度更高的原纸,调整并对准上下压线轮位置,要求纸板生产线提高纸板含水率,使用喷雾、喷水工艺,增加生产线糊量,或对已生产的纸板进行喷雾喷水处理,调整增加上下压线轮间隙。
3、模切过程爆线
1、模具制作工艺
模切爆线通用的解决办法还是比较多,可在压线上安装海绵等,如要更好的解决爆线,可以从模具制作工艺上下功夫,这样解决模切爆线则更为有效。
模切爆线和模板关系非常大,因为模切板的压线刀的高度和模切产品都是有关系的,而现实中几乎所有的企业模切工艺都没有什么要求,只要模具做来就上机生产,爆线了就找纸板问题等等。
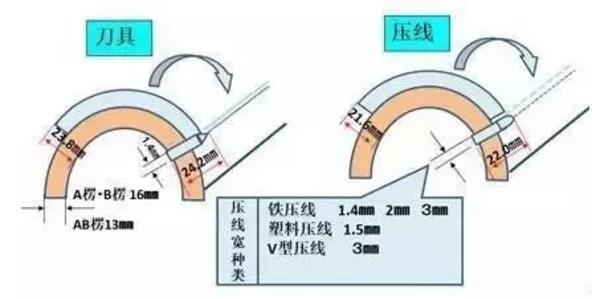
首先,单瓦和双瓦圆模也是不同的,单瓦的模具板厚度为16毫米,五层模具板为13毫米,当然采用的压线也是不同的。当使用16毫米的模板制作五层纸板的时候会产生纸板被压扁,或纸板压线不清晰的问题。这是因为模具总高度24.2毫米,纸板厚度7毫米加模切板16毫米,减去刀切入优力胶垫深度3毫米,纸板被压扁值2毫米,同时由于压线也比较低,形不成有效压线。

其次,模切压线纵向横向也是不同的,A、B、AB楞都是不一样的,尤其宽度是不一样的。单B使用1.4毫米,这样的压线制作的纸箱成型更直,有利于纸箱粘合成型。AB采用宽压线,高度略低,这样五层纸板就不容易爆线,按照上表数据,可以检查模具数据是否一致。
2、圆压圆模切爆线
圆压圆模切爆线也就是印刷机的模切部,模切爆线主要原因在于模切压力系统或模具工艺不对。
可从这几个方面来进行检验:
1)模切压力是否过大;
2)模切部的优力胶垫磨损导致表面不平整,模切压力就会有大有小;
3)模切时预压轮没有使用,导致压线处纸板没有被压溃;
4)模具压线过高,导致模切时爆线;
5)模具压线安装不均匀,尤其是在开槽口结合处容易凸起,导致此处模切压力过大而引发爆线。
在处理爆线问题时,要结合具体的情况分析。如:有的爆线有的不爆线,说明是因为压力系统不均匀,模切产品时震动大导致爆线;若是全部爆线,则是压力过大引起。
3、平压平产品爆线
这类爆线相对较好处理:
1)改进爆线处的海绵,可采用高密度海绵,有利于把纸板压溃,避免爆线;
2)可采用双压线或扣线条。