

金属材料规定残余仲长应力是金属材料广泛应用的性能指标,它是将试样施加相应于规定残余仲长应力的力,保持10-12s后,卸除力验证残余延仲率未超过规定的百分率。目前采用的测定规定残余仲长应力的方法只有一种,即卸荷法此方法的缺点是试验结果无法保存和进行再分析,且试验结果的准确性无法追踪和校对。
气弹簧的力学性能试验,是用拉力试验机对气弹簧压入相应的位移和载荷,使气弹簧的活塞杆进行往复运动其动态内阻需符合图样规定,试验中不允许出现卡滞和明显的振动。
用电子拉力机测定金属材料的规定残余伸长应力
试验的方法
用卸荷法测定规定残余仲长应力Rr0.2:首先施加相当于预期Rr0.2的10%的初负荷Fo,安装引仲计,记录F0和引仲计读数,从Fo起第一次负荷加至试样产生总仲长相当于引仲计如下分格数:Lc*0.2%*n,将负荷卸至Fo时,记录仲长量,以后每次加荷应使试样产生的总仲长为前一次的总仲长加规定的残余仲长与前一次残余仲长之差,再加上1-2个分格数,经几次加卸荷后,直到残余仲长达到规定残余仲长格子数为Le*0.2%,此负荷即为F0.2.
试样的选择:
采用不锈钢板材试样,试样的材料牌号为1Cr18Ni9Ti,材料标准为GJB2295试样形状尺寸如图1
试验设备如下:

试验结果
1.残余仲长应力测试程序
以测定规定残余仲长率0.2%为例,选择试样标距为50mm,则其规定0.2%的残余仲长为0.1mm,根据技术标准要求,编制电子拉力机的控制程序。
2.残余仲长应力测试结果:
手动测定不锈钢板材(1Cr18Ni9Ti)的残余仲长应力测试结果见表1
|
试样号 |
Lo(mm) |
Fo(N) |
R(N/mm2) |
Fr0.2(N) |
Rr0.2(MPa) |
|
1 |
50 |
15780 |
650 |
6976 |
288 |
|
2 |
50 |
15620 |
647 |
7050 |
292 |
|
3 |
50 |
15804 |
647 |
6727 |
276 |
|
4 |
50 |
15808 |
647 |
7216 |
296 |
|
5 |
50 |
15844 |
649 |
6359 |
261 |
|
6 |
50 |
15860 |
646 |
6604 |
269 |
|
7 |
50 |
15628 |
645 |
6580 |
272 |
根据试验机编程控制试验进行的试验结果见表2
|
试样号 |
Lo(mm) |
Fo(N) |
R(N/mm2) |
Fr0.2(N) |
Rr0.2(MPa) |
|
1 |
50 |
15784.375 |
642.14 |
6444 |
269 |
|
2 |
50 |
15933.750 |
653.02 |
7085 |
290 |
|
3 |
50 |
15562.500 |
642.95 |
6400 |
265 |
|
4 |
50 |
15523.125 |
639.39 |
6096 |
253 |
|
5 |
50 |
15361.250 |
637.95 |
6601 |
274 |
3.手动和自动控制试验平均值检验结果见表3
|
测试方法 |
平均值(手动) |
标准差(手动) |
t |
t a |
|
手动 |
279.1 |
13.04388 |
1.153988 |
1.18125 |
|
控制 |
270.2 |
13.51666 |
由上图可见,当检验结果t<t a,在给定置信度95%时,可以证明手动测定规定残余测定残余仲长应与控制测试试验结果一致,试验结果表明通过试验机控制试验实现规定残余仲长应力的测定是可行的。
用电子拉力机做气弹簧的力学性能试验
拉力机试验方法
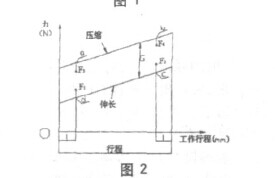
试验温度为20±2 0C,气弹簧在此温度下需放置4h,编制电子拉力机的控制程序,设定测试速度为500mm/min试验时,将气弹簧的活塞杆朝下垂直装夹于试验机上,进行不少于3个循环的运行,同时观察气弹簧活塞杆有无卡滞或明显的振动,如无异常,则开始测量并记录力一位移曲线,试验过程如下图2
试验设备如下:

试验结果
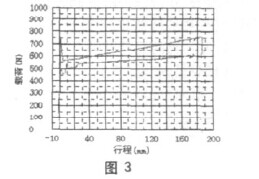
气弹簧力学性能试验的试验过程循环图见图3
试验结果分析
整个气弹簧的力学性能试验,进行了4个循环过程,试验中观察气弹簧活塞杆无卡滞或明显的振动。另外从试验过程循环图可以看出,试验数据及整个循环过程完全符合QC/T207-1996((汽车用普通气弹簧》中的要求。因此可以说明本控制试验可以满足气弹簧力学性能试验的要求,并同时完成了对试验数据的采集与处理。
在电子拉力机上采用控制试验进行测量残余仲长应力及气弹簧的力学性能试验,是电子拉力机控制试验的新应用,此种控制试验节约了测试时间,降低了试验难度,提高了试验效率它令上述两种控制试验的试验结果可以保存,有利于试验结果的追踪同时开发了电子拉力机的控制程序,增加了设备的利用率,可以更加准确、快速、精确的完成试验。