卷筒纸多色胶印机纸控制三要素:张力、纸速及纸的弹性系数。
这是三个相互关联的基本因素,三个因素中任何一个因素的变化都会引起其他因素或随之变化的这三个因素中最为复杂的当属纸带的张力控制。
卷筒纸多色胶印机张力控制区域
各种卷筒纸胶印机都有张力控制问题,由于结构和用途的不同,控制的方式和区域也不同。如图 l 所示,多色卷筒纸胶印机张力控制区段应分为五部分:给纸部分,进纸装置,印刷机组部分,最后一个印刷机组到冷却装置,冷却装置到折页机的张力控制。卷筒纸多色胶印机的张力控制较报纸卷筒纸胶印机的张力控制更为复杂,其控制区域也更为广泛。
给纸机张力控制
给纸机的张力控制系统系纸带张力控制的第一环节也是最为关键的环节,其控制功能是由纸卷的制动装置完成的。纸卷制动的方式很多,主要有机械抱闸、刹车带、气动制动器及磁粉制动器等等。
磁粉制动器在我国卷筒纸胶印机中广泛应用,其他国家也有采用。图1为磁粉制动器张力控制系统。磁粉制动器张力控制系统,可以任意调节卷筒纸的张力,只要改变给定信号u1,值即可,通过张力反馈信号值u2来保持给定的张力。当纸带被拉紧,具有一定张力情况下,送纸速度v是稳定的 如果因某种原因纸卷不圆等对张力产生干扰 ,使预送张力发生变化,张力辊发生偏移改变反馈信号值,综合信号 △u= u1-u2便通过电压放大器、 功放器和磁粉制动器,使制动力矩作相应的变化 以保持其张力恒定。
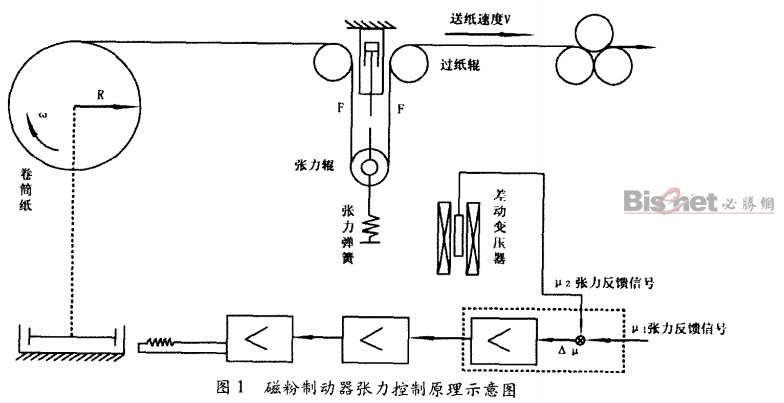
有一个特殊情况.假设给定激磁电流不变,则制动力矩Mt=r *∑τ =常数, 其中r 为磁粉制动器转子半径, τ 为磁粉链形成的切向阻力。 纸带张力F=Mt/r=r *∑τ /r。随着卷筒纸的展开,R值逐渐变 小,为了保持张力不变,必须使磁粉制动器的制动力矩,随着卷筒纸半径 尺R的减小而降低。只有这样才能到达自动控制规定张力的目的。
从卷筒纸磁粉制动器张力控制系统原理来看,该系统是有差调节系统,它一定要随着卷筒纸半径R减小,提高共反馈信号值u2才能使磁粉制动器力矩减小( 即减小综合信号值△u,而降低磁粉制动器线圈的电流I) 。很显然,虽然张力给定信号值u1不变,从纸卷半径R由大到小的变化过程中,张力F并不能保持一定。 而是由开始给定张力值基础上增大了△F 量。卷简纸张力控制系统任务之一就是把量值控制在给定的误差范围之内。这种张力控制精度一般在1 %~2 %范围。
另外为了达到张力稳定,减小因机器振动机器突然加速和急停纸卷不圆或其他暂时性的原因而引起张力过大或过小的冲击在给纸机张力控制系统中增设了浮动辊、阻尼器 ( 见图2)等机构来清除一些暂时性影响张 力的因素 保持张 力稳定。

进纸装置 ( 也称二次张力控制)
控制原理如图3 所示。本装置主要包括:压纸辊机构、浮动辊机构、变速机构和导纸装置。主机动力经同步皮带变速机构谐波传动带动驱动辊转动。并带有测速发电机,随时监测驱动辊转速 ,并由差动气缸可控制压纸辊与驱动辊离合。当压纸辊离开驱动辊时 ( 穿纸状态 ) ,驱动辊无法拉动纸带当压纸辊与驱动辊合上时驱动辊跟随主机转动。压纸辊和驱动辊对滚产生拉动纸带前行的力。调整驱动辊转速 ,便可改变从给纸机到进纸装置以及印刷机组之间的纸带张力。

经同步皮带变速机构 谐波传动带动驱动辊转动。并带有测速发电机,随时监测驱动辊转速,并由差动气缸可控制压纸辊与驱动辊离合。当压纸辊离开驱动辊时 ( 穿纸状态 ) ,驱动辊无法拉动纸带当压纸辊与驱动辊合上时驱动辊跟随主机转动。压纸辊和驱动辊对滚产生拉动纸带前行的力。调整驱动辊转速,便可改变从给纸机到进纸装置以及印刷机组之间的纸带张力。
张力调整好以后,把传感片调至中间位置使其不变形。如果张力大了浮动辊被向上拉,支撑臂逆时针转动,浮动气缸带动传感片逆时针转动。传感片上端有挡块阻止传感片转动,使传感片产生变形,在控制电路上,产生控制信号,使张力减小,达到要求的数值。传感片则又回到原来的位置。如果张力小了, 按上述原理 ,机器又自动增加张力。
在进纸装置中 采用的是纠偏导纸方式。主要作用是控制纸带不跑偏。可以把纸带控制到正确的位置而不至于使纸带出现皱折或产生张力。矫正的速度与所需的矫正量是成正比的一些较大的偏差。如接纸不准确导致的偏差,可以被快速矫正过来。较小的偏差 ( ±0.0 3 7mm或更小)可逐步矫正 ,并排除任何摆动。高精度的自动定心功能,可使倾斜辊和扫描器自动对中。当机械精度达到±0 .0 2 mm.工作精
度达到 ±0 .1 2 7mm时 便能够保证纸带在印刷过程中的导纸精度。
给纸与进纸装置
如图4和图5图为两种机型的张力控制方式。给纸装置首先对纸张的张力进行控制。进纸装置 ( 即二次张力控制)进一步提高 了控制精度 。两者都是不可缺少的自动控制装置。


机器各区段的张力
卷筒纸多色胶印机常用的纸张为胶版纸、铜版纸,在给纸机上常用张力为 1 0 ~1 5k g f左右 。给纸部分的张力控制是纸带控制的重要环节 ,但不是惟一的环节。 如前图1 所示机器各区段的调整都以满足印刷部分的张力需要为准。
根据经验和测试结果,一般以印刷机组为基准。 给纸部分主动辊线速比印刷滚筒线速度慢0.2 %~0.3 %,冷却辊折页机三角板上方报头辊的线速度分别比印刷滚筒线速度慢0.2 %~0.3 %、0.3 %~0.3 5 %;折页滚筒线速度比印刷滚筒线速度快0.5 %左右。通过控制各区域主动辊的表面速度可以控制各区域纸带张力 而只有调整好各区域的纸带张力才能保证印品的套印要求。








