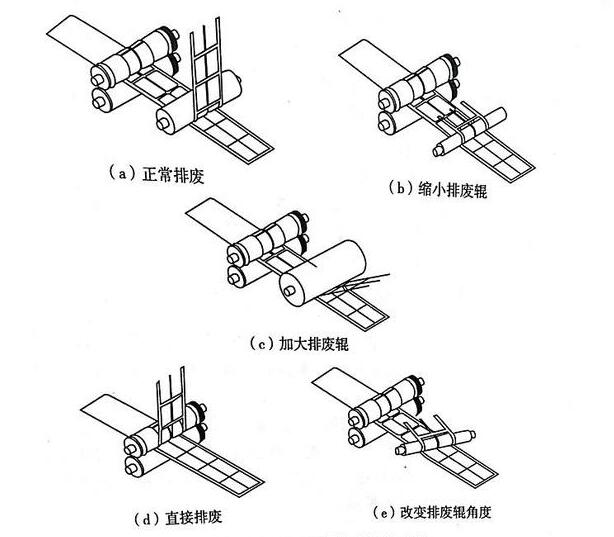
①正常排废。见图a。是大多数材料正常排废时的结构安排。
②缩小排废辊。见图b。缩小排废可加大纸边的排废角,当标签同纸边粘连一同剥离时,这种安排可改善排废状况,增加标签在底纸上的稳定性。
③加大排废辊。见图c。当纸边经常出现断裂时,加大排废铝可增加对纸边的支撑,改善纸边的受力情况,使纸边容易地从底纸上剥离并且不易断裂。
④直接排废法。 见图d。是一种被动的、特殊情况下才采用的方法。 当标签同排废边一同剁离,无法解决时,这样安排可解决點合剂回流、渗透、同纸边粘连问题。模切后立刻去掉纸边,不留给黏合剂向标签外围流动的时间。
这是一种很有效的方法,但很容易造成纸边断裂、纸边缠绕到模切银上,或黏合剂粘到模切刀上,从而损坏模切辑, 所以是最后的选择。 一般情况下应更换模切性能好的材料解决这类问题。
⑤改变排废辊角度。见图e。有时通过改变排度银角度的方法也能解决纸边断裂和标签粘连问题。图中可看出纸边从卷筒纸一侧倾斜排废, 这样比平行排废容易。对于涂硅不好、剥离力大的材料这样安排有利于快速排废。
以上列举了几种排废方法,目的是解决高速生产中的纸边断製和标签粘连问题。应该指出,造成上述问题的原因很多,应该从多方面找原因解决,最后采用变化排废的方法解决问题。








